

第三角法など基本的なJIS機械製図を学び、簡単な図面を描くことにより、図面での形状の表し方を習得します。
また、ノギス、マイクロメータ、シリンダゲージ等、機械加工に必要な測定器の正しい使用法を習得し、正確な加工に必要な長さの測定の基礎を習得します。 手仕上げ実習ではヤスリを使用し、平面度、直角度、寸法出しを習得します。
機械加工技術科(訓練期間6ヶ月)のご案内
訓練の概要(訓練により習得できる技能)
汎用工作機械(普通旋盤・フライス盤)を使用し、課題製作をとおして機械加工技術の基本技能を身につけます。 NC工作機械(NC旋盤・マシニングセンタ)のプログラム作成から段取り作業、プログラムチェック、切削加工まで行ないます。 また課題製作実習では、グループで加工工程を考え検討し、冶具製作、部品加工、精度確認、組立作業を行ない、更なる理解を深めることができます。
訓練全体(6ヶ月間)の目標人材像(訓練目標)
- 普通旋盤による機械加工及び機械工作ができる。
- フライス盤及びマシニングセンタによる機械加工ができる。
*表面性状、幾何公差を理解し、切削加工条件を決めることができる。所定の精度(寸法、形状、表面)を満たす、製品の工程立案、部品加工ができる人材を目指します。
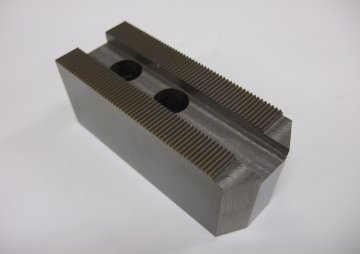
(下記写真の訓練課題例参照)
【訓練課題例】


総訓練時間
- 684時間
1ヶ月ごとの訓練目標
1.「機械工作基本」

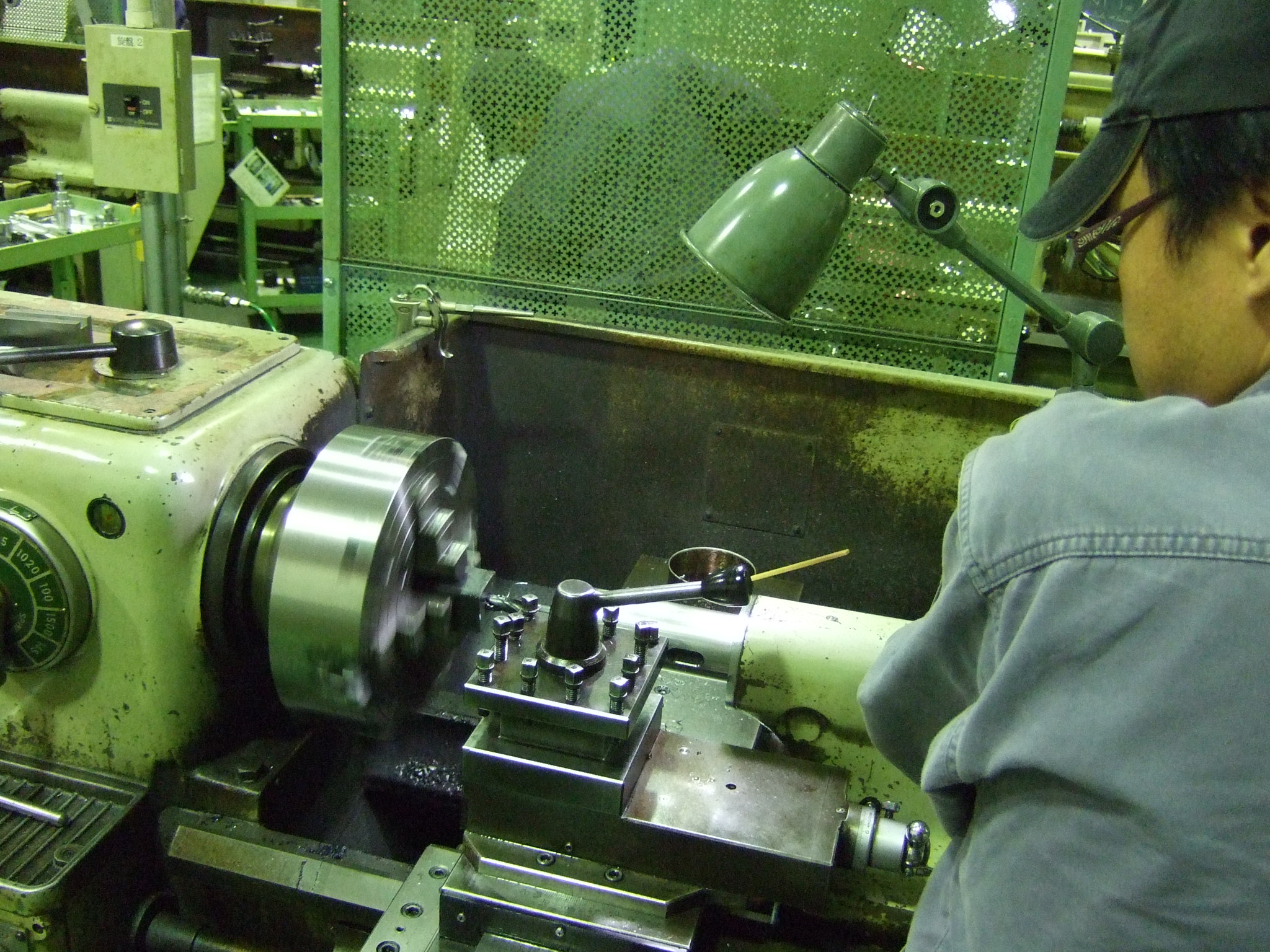
2.「普通旋盤作業」
汎用旋盤を使用して、機械の基本操作から段取りの基本を習得し、切削速度・送り・切り込みといった切削条件の違いによる加工現象の確認や、図面に指示された寸法精度を決めるための技能、加工工程の考え方を学びます。
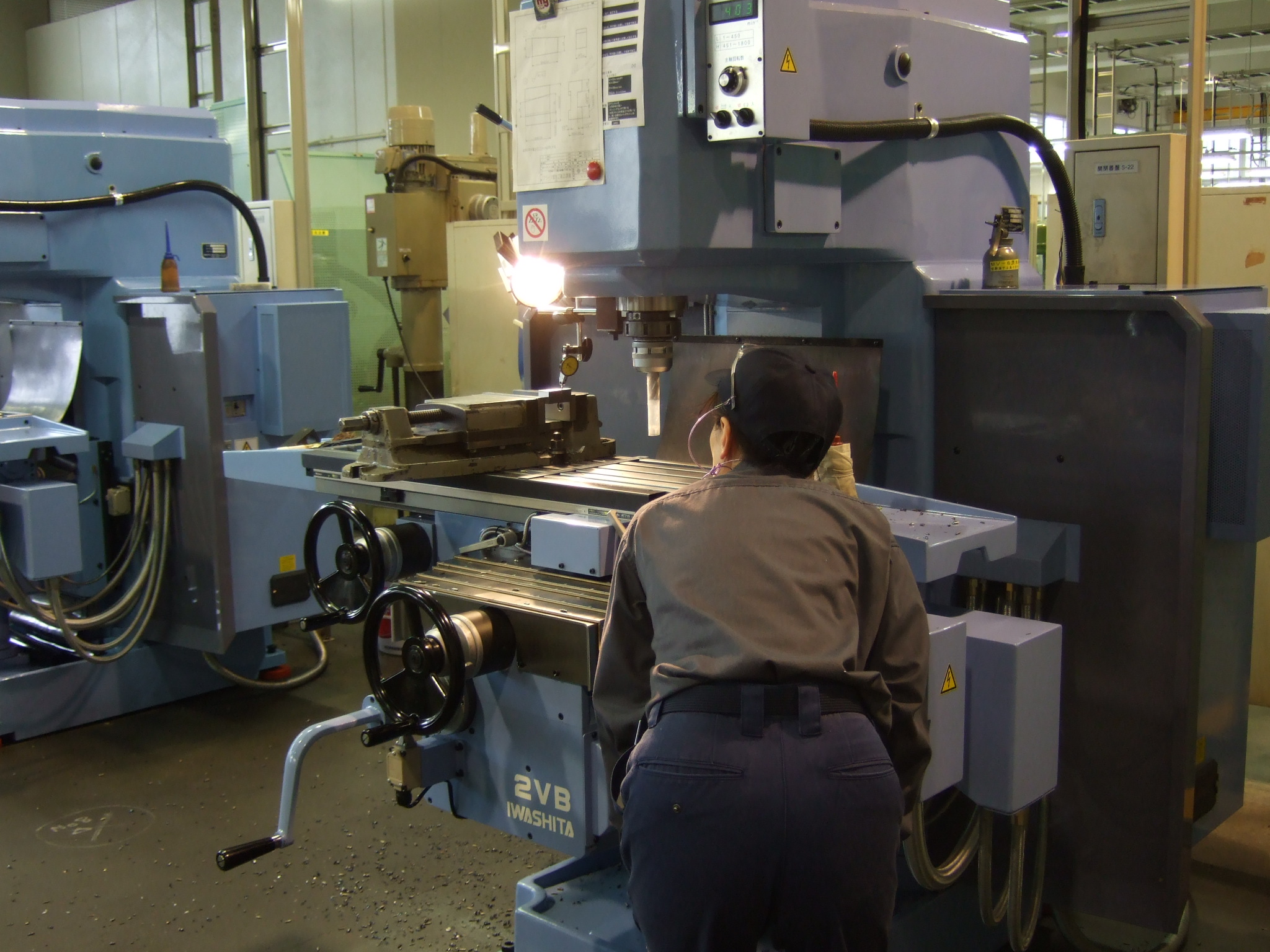
3.「フライス盤」
フライス盤加工では正面フライスによる六面体加工から、エンドミル加工、勾配加工、R加工などを行います。
応用課題として旋盤・フライス盤の技能検定2級レベルの部品製作を行います。
4.「NC旋盤・マシニングセンタ」
NC旋盤・マシニングセンタを用いて、NC工作機械の基本操作とマニュアルプログラミングを習得します。
工具補正の考え方、工具補正値の測定方法、プログラム原点の設定、プログラムチェックの仕方等を習得します。

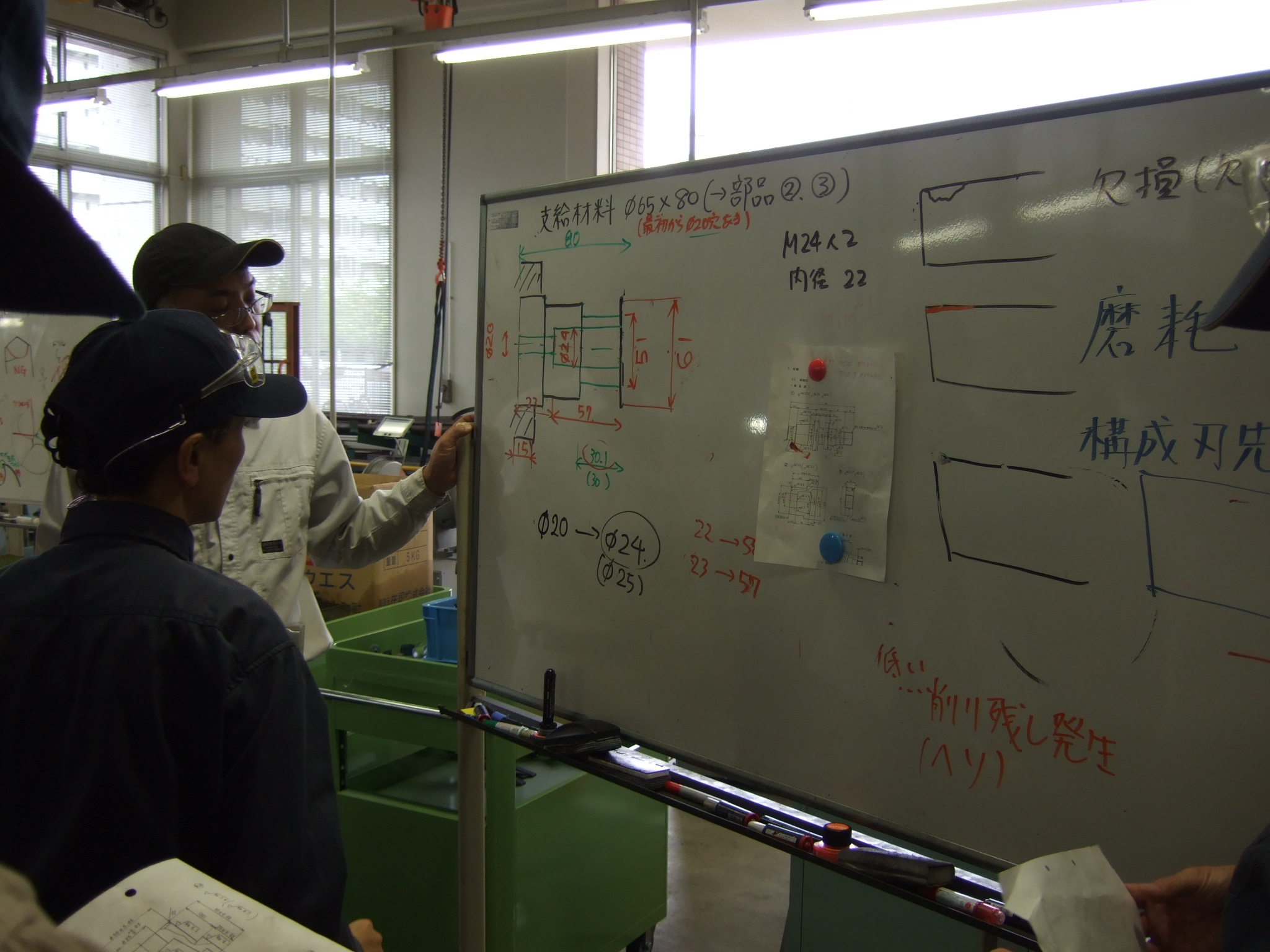
5.「課題製作実習」
課題製作として、旋盤、フライス盤、NC旋盤、マシニングセンタ等を総合的に使用し、応用課題を製作します。
課題製作を通して、加工技術及び関連する知識を復習、習得します。
受講要件
過去の機械加工の経験
- 特に必要ありません
事前に習得していることが望ましいスキル
- 特に必要ありません
各訓練科共通要件
- 再就職を強く望んでいる者であって、その就職に向けた職業訓練を受講することに強い意欲を有している方
- 離職者訓練コースの内容を理解し、就職を希望する職務と入所希望訓練科との整合性がある方
- 職業訓練の安全確保及び訓練に支障を来さないような健康状態である方
- 職業訓練を受講する上で必要な、集合訓練における協調性のある方
※受講希望者が多数の場合、上記の条件を満たしていても受講できないことがあります。
受講料
無料です。
ただし、教科書代(約9,000円)、作業服(各自)については、実費負担となります。
受講生の入所前の職種と修了後に就職した職種
機械加工が未経験の方でも、下記のような職種に就職されています。
(前職) (修了後の職種)
・食品製造 → NC旋盤加工
・情報サービス→ NC機械プログラム・加工
・運送関連 → 精密機械の部品加工
・飲食サービス→ 印刷機部品加工
訓練に関する職種と仕事内容
主な職種
- 機械工
機械加工の仕事
工作機械を使い、さまざまな金属に、切る・削る・穴を開ける・溝を切る・磨き仕上げるなどの加工をするのが機械加工の仕事です。違う形状のものを少量だけ加工する場合は、人の手で加工する汎用工作機械(普通旋盤、フライス盤)を使います。
まず製品の図面に基づいて、材質・加工精度に応じた刃物を選び、角度や削る強さ、回転数、送りの速度などを決めます。そして、機械の設定が終わったら、知識や技術・経験を駆使して、材料を要求された形に加工します。
同じ形状のものを大量に加工する場合は、加工条件を数値化し、連続自動加工するNC工作機械(NC旋盤、マシニングセンタ)を使います。
NC工作機械では、要求される精度を出すため、最適な加工条件を正確にプログラミングします。次に、設定が終わったら、精度を確認するための試削りを行います。試作品を正確に計測し、必要に応じて何度でもプログラムを修正します。そして、精度が安定したら、連続的に自動加工します。
金属工作機械工には、期限内に、決められた数の製品を、高い精度で正確に加工することが求められます。
機械加工職種との相性(こんな方に向いている)
"ものづくり"に興味があり、 何か作ったり組立てたりすることが好きな方
訓練により就職可能な主な仕事
- フライス盤を用いた金属加工
- 普通旋盤を用いた金属加工
- NC加工機を使用した加工及びオペレーション
求人票に記載されている職種名
機械加工技能者、NC工作機械オペレータ、金型製作、金属加工、生産技術、機械技術者、 機械メンテナンス、メカエンジニア、生産技能職、製造職、生産技術職、生産管理職等
就職後の仕事例(求人票より)
- 旋盤、フライス盤を使用し、金属の切削加工を行う。
- パソコンよりNCプログラムを作成し金型をNC加工で製作する。
- 自動車部品生産技術、図面を見て製造工程の理解できる方
- マシニングセンタをはじめとした最新のNC加工機を導入した機械加工専用の工場などでの業務・精密機器・自動車の生産技術
※この分野は即戦力を優遇しているが未経験者でも就職可能な求人有り
就職率
100% (平成28年度実績)
100% (平成27年度実績)
83.3%(平成26年度実績)
修了者の主な就職先
(株)久保田鐡工所 (株)中野鉄工所 日鋼テクノ(株)
(株)仁保製作所 (株)宮地精機 (株)横田製作所
ヨシワ工業(株) (五十音順)
賃金情報
修了者の採用時の賃金(給与総支給額)実績
- 30歳未満 平均15万円から20万円
- 30歳以上 平均15万円から22万円
訓練で習得した職業能力の就職先での活用状況
機械加工技術科の訓練を修了することにより"ものづくり"の面白さと大切さがわかります。加工技能の基本は習得できていますので、この基本技能を活用して、就職先企業で製作する部品、製品を汎用機械やNC加工機を使った製造ができるようになります。汎用機を使った機械加工では技能検定の2級程度の技能を習得しておりますので、企業に溶け込みやすいのも特徴です。
課題製作実習では、「かたち」や「動き」のあるものを、基礎訓練の題材として、精度のより高い製品を作ることで、技能の確認とスキルアップを実現することができると考えています。
就職後は、就職先の仕事内容によっても異なりますが、訓練で習得した技能・技術によって概ね3ヵ月から6ヵ月程度でベテラン技能者のOJT により、就職先が期待する仕事(標準的な作業時間と品質・仕上がり)ができるようになります。およそ、2~3年で熟練度は向上し、細かく指示されなくとも自らの判断で仕事ができるようになります。
訓練修了時に取得できる資格
自由研削といしの取替え業務に係る特別教育修了証
労働安全衛生法第59条第3項及び労働安全衛生規則第36条で自由研削といしの取替え、取替え時の試運転業務等を行う業務に労働者を就かせるときは、事業者が「安全衛生特別教育規程」に基づく安全または衛生のための特別の教育が義務づけられています。
本特別教育は、訓練中に実施し、修了時に特別教育修了証が当センター所長名で交付されます。
任意に取得する資格
訓練期間中に受講者の皆さんが習得した技能を活かして任意に受験して取得できる資格の一例です。
(※但し、合格を保証するものではありません。詳細につきましては、各実施機関へお問い合わせ下さ
い。)
技能検定 (中央職業能力開発協会)
技能検定は、「働く人々の有する技能を一定の基準により検定し、国として証明する国家検定制度」です。加工課題を時間内に作成する実技試験と製図、機械工作等の学科試験があります。
技能レベルとして1級、2級、3級があり経験等により受検資格が異なります。
機械加工(旋盤作業)
機械加工(フライス盤作業)
就職後のスキルアップ
就職後は、当センターで実施しています短期間の在職者向け職業訓練(能力開発セミナー(有料))を
受講したり、就職先の実務経験を活かして、国家資格である技能検定に挑戦したり、(社)日本溶接協会の
手溶接技能者のその他の種目を受験したりするなど、さらにスキルを向上させることができます。
当センターでは、就職後においても新たな職業能力の習得やこれまでの職業能力の更なる向上に係る
相談・支援を行っています。お気軽にご相談下さい。
お問い合わせ先
離職者訓練担当
TEL
082-245-0230
FAX
082-245-3926