

溶接施工技術科のご案内
訓練の概要(訓練により習得できる技能)
近年、熟練技能者からの技能伝承が円滑に進んでおらず、生産性の低下等、製造現場では様々な問題が生じており、今後の日本のものづくりを担う人材が求められています。特に溶接工は需要が多いにもかかわらず人材が慢性的に不足しており、即戦力となる人材が求められます。
その為本科では、求人企業から求められている構造物の製作に不可欠な一般的に広く使用されている各種溶接技術や加工技術を実学一体形式の訓練により、最低限の専門知識、及び技能・技術が習得できるようカリキュラムを設定しております。
また、安全講習も行い、安全に配慮した行動がとれるよう工夫もしております。
訓練全体(6か月間)の目標人材像(訓練目標)
- 被覆アーク溶接、半自動アーク溶接による鉄鋼材の各種溶接施工及び製缶作業ができる。
- TIG溶接、機械板金作業、及び仕上げ作業ができる。
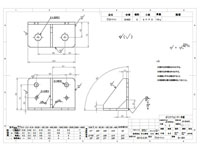
訓練課題(ブラケット)

訓練課題(磨き仕上げ)

訓練課題(ヘアーライン仕上げ)
総訓練時間
- 662時間
1か月ごとの訓練目標
1.「被覆アーク溶接作業」
“被覆アーク溶接”とは?
アーク溶接、手棒溶接とも呼ばれ、電気を使った『アーク溶接』の一つです。この溶接法は、古くから開発され使用されてきた溶接方法ですが、適応材種が広い・風の影響を受けにくい・可搬性に優れる等の特徴から、現在でも屋外・屋内問わず数多くの企業で用いられている溶接方法です。作業者が全て手でコントロールするため、難易度は★★★★です。
どこで使われている?
建築現場、プラント、船舶、車両のように、屋内・屋外問わず広範囲で利用されています。
訓練内容
まず、被覆アーク溶接に関わる関連知識を学び、様々な板厚の鋼板において下向きの姿勢による「すみ肉溶接・突合せ溶接」を習得し、上達が早い場合には、立向き、横向きなど、レベルアップを図ります。
※ アーク溶接特別教育を取得できます。
企業が求める到達レベル
各企業によって違いますが、最低でも下向き溶接を完璧にこなすことが重要です。

2.「半自動アーク溶接作業」
“半自動アーク溶接”とは?
マグ(MAG)溶接、ミグ(MIG)溶接、炭酸ガス(CO2)溶接とも呼ばれ、被覆アーク溶接と同様にアーク溶接の代表的な一つで、溶接ワイヤを自動で送給し、操作は手でコントロールするということから、“半”自動と呼ばれます。高能率であり、安全性も高く、適応材種も広いといった特徴から、アーク溶接の中で最も多く用いられている溶接法で、ロボットにも多用されています。半分自動でコントロールされるため、難易度は★★★です。
どこで使われている?
一般車・特殊車両等のボディ、製缶、機器フレーム、建築鉄骨、大型構造物等を製作する溶接に多く利用されています。
訓練内容
まず、半自動アーク溶接に関わる関連知識を学び、様々な板厚の鋼板において下向きの姿勢による「すみ肉溶接・突合せ溶接」を習得し、上達が早い場合には、立向き、横向きなど、レベルアップを図ります。
企業が求める到達レベル
各企業によって違いますが、最低でも下向きすみ肉溶接を完璧にこなすことが重要です。

半自動アーク溶接による横向き溶接

半自動アーク溶接による立向き溶接
3.「鉄鋼材加工(製缶作業)」
製缶とは
板厚3㎜以上の板材、部材(アングル、角パイプ、チャンネルといった様々な断面形状をした形鋼と呼ばれる材料)を、切断・溶接して一つの立体構造物を製作することを指します。
溶接によるひずみを修正する作業や、サンダーによる仕上げ作業も必要となります。
どこで使われている?
各種工業機器のフレーム、容器・ボックス類、架台、軽量鉄骨構造物など。
訓練内容
まず、図面の読み方、構造部材に関わる関連知識、加工方法についてを学びます。図面をもとに部材(角パイプ等)を加工、溶接し簡単な構造物を製作します。
企業が求める到達レベル
各企業によって違いますが、最低でも図面が読めること、溶接ができること、寸法要求を満たせること、仕上げ作業ができることが重要です。
溶接施工技術科写真

アングルによる構造物の作製

溶接機の台として利用
4.「金属加工基本」
どこで使われている?
あらゆる金属加工分野において使われている基礎的な分野です。
訓練内容
金属加工基本作業では、まず図面の読み方に関する知識を学びます。その後、測定法や、各種工具・機器(サンダー、グラインダ、ボール盤、シャー、ガス切断機など)を用いて、“削る”、“切る”、“穴をあける”といった基本的な加工法や、ねじ加工・ドリル研削等を学びます。また、安全に関する特別教育を受講し、関連知識と共に安全に関する基本作業を習得します。
※ 自由研削砥石特別教育修了証、ガス溶接技能講習(国家資格)を取得できます。
企業が求める到達レベル
各企業によって違いますが、最低でも図面が読めること、測定ができること、寸法要求を満たせること、仕上げ作業ができることが重要です。
*溶接技術も重要ですが金属加工分野(板金・製缶など)では工作機械・工具等を取扱えることが重要となります。

直立ボール盤による穴あけ

ドリル部の拡大写真
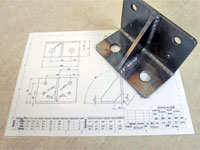
訓練課題(ブラケット部品の作製)

ガスによる溶断作業
5.「TIG溶接作業」
“ティグ溶接”とは?
アルゴン溶接とも呼ばれ、アーク溶接の代表的な一つで、上記の溶接法とは異なり、アークの熱によって材料を溶かす操作と棒を添加する操作を同時に両手を使って行わなければなりません。他の溶接法に比べ、適応材種は最も広く、薄い板厚の材料に適しています。
また、高品質であり、安全性も高いといった特徴をもっており、ロボット溶接にも用いられていることもあります。作業者は両手を駆使し溶接するので難易度は★★★★★です。
どこで使われている?
例)車のマフラー、バイクのフレーム、スポーツタイプの自転車、機器のカバー、電気部品、看板、各種ボックス、配管類、手すり、梯子、医療機器、真空チャンバー等
訓練内容
まず、ティグ溶接に関わる関連知識を学び、ステンレス鋼や、アルミニウム合金等の薄板において下向きの姿勢による「すみ肉溶接・突合せ溶接・角溶接」を習得し、上達が早い場合には、板厚などの変化にも対応できるよう、レベルアップを図ります。
企業が求める到達レベル
各企業によって違いますが、最低でも下向きすみ肉溶接を完璧にこなすことが重要です。

TIG溶接

TIGによるステンレスの溶接の例
6.「機械板金」
機械板金作業、精密板金作業に必要な基本的な理論、及び各機器の取扱いや操作方法を学びます。
※動力プレスの金型等の取付け、取外し又は調整の業務に係る特別教育が取得できます。
板金とは
板厚3㎜未満の薄板を切断・穴あけし、曲げたりそれを溶接することにより一つの箱ものを作り上げていくものづくりには欠かせない技術
どこで使われている?
事務机・ロッカー・パソコンの部品・外箱などの身近な製品から、工業用機器のカバー、看板、掲示板に使われています。
企業が求める到達レベル
安全を考慮した機器の操作、板金図面の読図、サンダー仕上げ、曲げ手順の把握など

工具箱
(1枚の板から製作します)

ティッシュケース
(溶接・磨き作業をします)

最新機器による曲げ加工
7.「その他」(全体を通して)
本校の訓練では、腕に感覚を覚えさせるための基礎の反復練習のみならず、個人のレベルにあわせて難易度の高い練習を行ったり、また自分の施工した溶接が強度的に問題ないか、JIS溶接検定(任意)受験にあたって問題が無いかを確認する為に、下記のような様々な破壊・非破壊検査を行っています。練習不足で施工不良などがあった場合においても原因と対策を考え練習するような体制づくりを行っています。また、練習不足の者、自らステップアップを図る者、任意の溶接資格の取得を希望する者に対しては放課後などを利用して補講を行い技能向上に可能な限りサポートしています。

水圧容器の製作
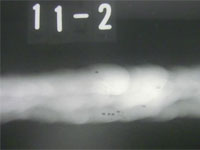
半自動溶接ビードのX線写真(欠陥:ブローホール)

すみ肉溶接の引張試験(不合格例)

すみ肉溶接の断面マクロ(欠陥:溶込み不足)
受講要件
過去の溶接経験
- 特に不要。
訓練受講にあたっての注意事項
- 溶接では近距離(30cm~50cm)での視力が重要となります。メガネ・コンタクトレンズなどで視力矯正されている方も含め上記近距離で細かなものがくっきり見えるような準備をしておいて下さい。
- 心臓にペースメーカなどを入れている方は医師に相談しておいて下さい。
事前に習得していることが望ましいスキル
- 算数(数学検定5級レベル)
- 冷暖房設備が無くても仕事ができる体力・忍耐力
各訓練科共通要件
- 訓練に関連する職種への就職を希望していること
- 訓練を受講することに熱意を有すること
- 訓練の内容を理解するために必要な基礎学力を有していること
- 訓練受講・修了に支障がないこと(健康状態や受講態度等)
※受講希望者が多数の場合、上記の条件を満たしていても受講できないことがあります。
受講料
無料です。ただし、教科書代(約5,000円)、作業服・作業帽・安全靴については自己負担です(作業服等は、お持ちであれば購入する必要はありません。)。
受講者の入所前の職種と修了後に就職した職種の例
溶接が未経験の方でも、下記のような溶接と関連する職種に就職されています。
(ただし、必ずしも下記のとおり就職できるとは限りませんので、ご了承願います。)
(前職) (修了後の職種)
フリーター → 板金溶接工
飲食店店員 → 環境機器の溶接工
販売店店員 → 板金溶接工
訓練を受講し、就職した修了生の“生”の声がご覧になれます。
訓練に関する職種と仕事内容
主な職種
溶接工、板金工、製缶工
溶接工の仕事
- 造船所などで組立作業をはじめ、ビルや橋などの鉄骨建設現場や各種機器の製造などで、製品や構造物を溶接するのが、溶接工です。
- 溶接とは、金属材料の接合する部分のすき間に、溶接棒やワイヤを接触させ、そこに熱を加えて、金属材料と溶接棒を同時に溶かしながら、必要な長さや厚さで接合することです。
- 溶接には、溶接工が溶接棒やワイヤを1本1本操作する手溶接と、ワイヤが自動的に供給される半自動溶接があります。
- 溶接工は、まず、溶接する材料によって、適切な電流や電圧に調整して、適切な溶接棒やワイヤを選んで、作業をします。作業時に発生するガスや飛び散る高温の金属から身体を守るため、溶接工は、耐熱の作業服やマスク、強い光から目を守るために遮光マスクを着用します。
- 溶接工は、接合部分に空洞やムラが出来ないように注意しながら、溶接棒やワイヤを操作して、作業をします。
- また、ビルや橋などの建設現場での溶接作業の場合、高所や足場の上などで行われるため、常に安全に気を配ります。
職種との相性(こんな方に向いている。)
“ものづくり”に興味があり、じっくり忍耐強く仕上がりを重視した作業ができる方。性別は全く問いません。
訓練により就職可能な主な仕事
- 溶接作業による構造物等を製作する業務
- 切断・溶断による構造物等の解体業務
- 板金・製缶作業の業務
求人票に記載されている職種名
ガス溶接工、ガス切断工、スポット溶接工、電気溶接工、溶接士、製缶工、溶接(半自動、CO2、アルゴン、手アーク、MIG、MAG、TIG)作業、溶接・板金・製缶・組立工
就職後の仕事例(求人票より)
- 自動車製造設備機器の溶接作業
- 精密板金・製缶工の溶接作業
- 環境機器の溶接作業
- 運搬機械の溶接作業
- 鉄道車両及び輸送機部品の溶接作業
- 設備設計およびメンテナンス、メカ組立・溶接
就職率
100.0% (令和4年度)
修了者の主な就職先例
- カンケンテクノ(株)
- モスニック(株)
- (株)日豊製作所
- (株)カネキ
- (株)進栄
- (株)NTECエンジニアリング
賃金情報
修了者の採用時の賃金(給与総支給額)実績
- 30歳未満 20万円~25万円
- 30歳台 20万円~25万円
- 40歳台 20万円~25万円
- 50歳台 20万円~25万円
訓練で習得した職業能力の就職先での活用状況
訓練を修了すると大半が被覆アーク溶接、半自動アーク溶接、TIG溶接の下向き姿勢の溶接技能の基本は、習得できていますので、就職先で必要な技能に対応し易くなります。
就職後は、就職先の仕事内容によっても異なりますが、訓練で習得した技能・技術によって未経験者よりも迅速に、ベテラン技能者の指導により、製作物の一部であれ、就職先が期待する仕事(標準的な作業時間と品質・仕上がり)ができるようになります。
訓練修了時に取得できる資格
ガス溶接技能講習修了証 (京都労働局登録教習機関 第18号登録有効期間満了日2029年3月30日)
ガス溶接等の業務は、労働安全衛生法第61条によって下記の者でなければ就業してはならないこととされております。当センターは、2)の都道府県労働局長の登録を受けた教習機関となっており、訓練修了者に対してガス溶接技能講習修了証(京都労働局長登録教習機関第18号)が当センター所長名で交付されます。
1) ガス溶接作業主任者免許の所持者(都道府県労働局長が交付)
2) ガス溶接技能講習修了証の所持者(都道府県労働局長の登録を受けた教習機関が交付)
3) 上記に該当し満18歳以上の者
アーク溶接等の業務に係る特別教育修了証
労働安全衛生法59条第3項及び労働安全衛生規則第36条で、アーク溶接等の業務に労働者を就かせるときは、事業者が「安全衛生特別教育規程」に基づく安全または衛生のための特別の教育が義務づけられています。
本特別教育は、訓練中に実施し、特別教育修了証が当センター所長名で交付されます。
自由研削といしの取替え業務に係る特別教育修了証
労働安全衛生法第59条第3項及び労働安全衛生規則第36条で研削といしの取替え、取替え時の試運転業務等を行う業務に労働者を就かせるときは、事業者が「安全衛生特別教育規程」に基づく安全または衛生のための特別の教育が義務づけられています。
本特別教育は、訓練中に実施し、特別教育修了証が当センター所長名で交付されます。
動力プレスの金型等の取付け、取外し又は調整の業務に係る特別教育修了証
労働安全衛生法第59条第3項及び労働安全衛生規則第36条で、動力により駆動されるプレス機械の金型の交換や調整の業務に労働者を就かせるときは、事業者が「安全衛生特別教育規程」に基づく安全または衛生のための特別の教育が義務づけられています。
本特別教育は、訓練中に実施し、特別教育修了証が当センター所長名で交付されます。
任意に取得できる資格
訓練期間中に受講生の皆さんが習得した技能を活かして任意に受験して取得できる資格の一例です。受験手続きの説明や合格できる技能レベルへの到達は訓練中十分可能です。
(但し、合格を保証するものではありません。詳細につきましては、各実施機関へお問い合わせ下さい。)
各種溶接技能者
溶接作業を行う作業者“溶接技能者”の資格で、基本級(下向姿勢の溶接)と 専門級(立向、横向及び上向姿勢の溶接並びに管の溶接等)があり、さらに試験材料の種類と厚さ、溶接方法などとの組合せにより数十種類ほどに資格が分かれます。試験は学科試験及び実技試験(資格の種別に応じた試験材料・姿勢にて溶接作業を行う。)によって評価されます。
専門級は、基本級が合格していないと受験できません。実際の訓練では、専門級の技能についても行います。専門級は、就職してからの仕事内容によっても異なりますが、就職して1年以内に取得されている方が多いようです。
これまでの受講生の実績は以下のとおりです。
- JIS被覆アーク溶接技能者・基本級(平均合格率90%以上)
- JIS半自動アーク溶接技能者・基本級(平均合格率90%以上)
- JIS TIG溶接技能者・基本級(平均合格率90%以上)
就職活動支援
専門スタッフのサポートを受けていただきながら、当センターやハローワークに寄せられた求人をご紹介いたします。
就職後のスキルアップ
就職後は、当センターで実施しています短期間の在職者向け職業訓練(能力開発セミナー(有料))を受講したり、就職先の実務経験を活かして、国家資格である技能検定に挑戦したり、(一社)日本溶接協会の手溶接技能者のその他の種目を受験したりするなど、さらにスキルを向上させることができます。当センターでは、就職後においても新たな職業能力の習得やこれまでの職業能力の更なる向上に係る相談・支援を行っています。お気軽にご相談下さい。
お問い合わせ先
訓練第一課 訓練支援係
TEL
075-951-7397
FAX
075-951-7393
kyoto-poly03@jeed.go.jp